
- pg电子试玩网站免费的解决方案一
- pg电子试玩网站免费的解决方案二
-
ev100矢量变频器在数控雕刻机床上的应用
数控雕刻机床的主传动系统大多采用无级变速。目前,无级变速系统主要有变频主轴系统和伺服主轴系统两种,一般采用直流或交流主轴电机。通过带传动带动主轴旋转,或通过带传动和主轴箱内的减速齿轮(以获得更大的转矩)带动主轴旋转。由于主轴电机调速范围广,又可无级调速,使得主轴箱的结构大为简化。目前对客户来说由于变频器的高性价比,所以变频器在机床上使用非常普遍。欧陆ev100系列矢量变频器以其独特的性能和优越的性价比,逐渐在数控机床的应用上迅速崛起。
数控系统如图1所示:
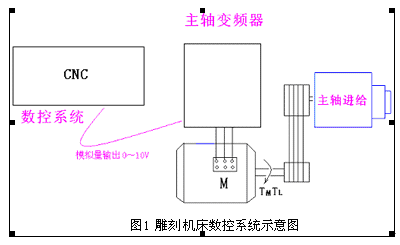
系统主要性能要求
(1)全速度范围内速度波动小;
(2)低速力矩大,可以保证低转速切削;
(3)加减速的时间尽量短。系统主要功能需求
(1)控制方式选择为v/f控制;
(2)需要端子控制作为命令源,两线式端子控制: fwd为正转运行(s1输入),rev反转运行(s2输入);
(3)频率源为模拟量设定(电脑控制板输出0~10vdc),只需要从ai1口输入频率指令;
(4)运行转速一般在0~21000r/min,换算变频器的运行频率为0~350hz(二级高速电机);(5)加速和减速时间根据客户自身需求,一般在3~5s,因运行的转速比较高,所以需要带制动单元的变频器;
(6)需要故障输出信号(y输出)和故障复位信号(s3输入)。系统说明
变频器电气接线如图2所示。
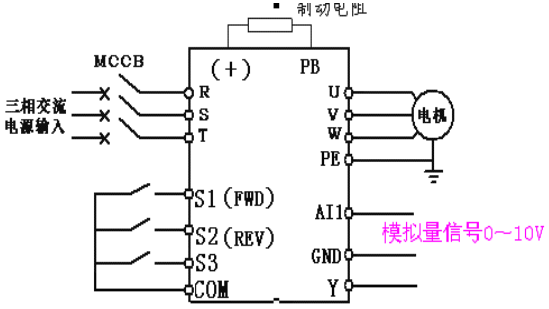
变频器ai1/gnd端子提供与数控系统速度模拟量,ai1接数控系统模拟量接口正信号,gnd接负信号,信号为0~10v模拟电压信号,控制主轴转速。s1/s2/com为变频器的正转/反转信号端子,由数控系统发出正转信号或者反转信号,来驱动中间继电器,中间继电器的常开接点接入变频器s1/ s2/ com,从而控制变频器的正反转。
变频器主要功能参数设置
p0.00:0 v/f控制;
p0.01:1端子指令通道;
p0.07:1模拟量ai1设定;
p0.03:350hz(最大输出频率);
p0.04:350hz(运行频率上限);
p0.11:5s加速时间(依实际情况设定);
p0.12:3s减速时间(依实际情况设定);
p2组根据电机铭牌参数设置;
p4组v/f控制组根据实际情况进行设定;
p5.00:1正转运行;
p5.01:2反转运行;
p5.02:7故障复位;
p6.00:4故障输出。
其他功能参数设置请参考《ev100系列矢量变频器说明书》。
-
变频器在数控机床上的应用

案例说明:
ev100系列变频器在数控机床上的应用
一、 引言
数字控制机床,简称数控机床(nc。numerical control),是几十年来综合应用及机械、电气、液压、传动和信息等多项技术为一体的机电一体化产品,在现代机床生产中,一般采用多电机拖动,主轴和各个给进系统分别由各自的电机来拖动,由于机床加工范围广,不同的工件,不同的工序,使用不同的刀具,要求机床执行部件具有不同的运动速度,因此机床的主运动应能进行调速,主轴的调速系统一般采用交流主轴系统,随着变频调速技术的发展,数控机床的主轴交流拖动,同样能够很好的满足需求。主驱动电机通过皮带传动带动主轴旋转,或者通过皮带传动和主轴箱内的减速齿轮,以获得更大的转矩来带动主轴旋转。由于主轴电机调速范围广,又可无极调速。使得主轴的结构大为简化。
二、数控机床对应用技术的要求
1、电机的要求
通常使用变频电机,或者普通电机加风扇以满足电机在低频时的散热要求,并且要求电机调速范围广
2.变频器的技术要求
1)要求低频力矩大
选用ev100矢量变频器,低频时(1~10hz)能输出150%额定转矩
2)减速停车速度快
数控机床的加减速时间比较短,加速时间靠变频器的性能保证,减速时间依靠外加制动单元和制动电阻
3)进行电机参数自学习
使用矢量变频器后,为了达到很好的控制性能则需要对电机进行参数自学习,以获得准确的电机内部参数,参数自学习需要电机铭牌参数有,电机的额定功率、额定转速、额定频率、额定电压、额定电流。在进行参数自学习时,务必要在空载的时候进行,才能保证自学习出来的电机参数准确性。如果现场不允许空载运行,则可以通过静态参数自学习
4)频率指令和运行指令
数控机床应用对变频器频率指令和运行指令来源于cnc控制器,一种是模拟量给定、一种是多段数给定,两者同时给定时,以多段数优先。
5)转矩动态响应速度快,稳定精度高
ev100矢量变频器,能很好实现动态响应效果,根据负载的变化,通过输出转矩很快做出响应,从而实现转轴速度的稳定
三、ev100系列变频器的特点
ev100系列高性能矢量变频器在电机低速时转矩大,速度精度高,价格合理,功能齐全,具有瞬停电处理及速度跟踪再启动功能,确保系统实现连续运行机制,以保证电机运转在最高效率状态,因此,采用ev100系列高性能矢量变频器代替主轴交流伺服系统,是机床行业最佳的选择。ev100系列变频器具有以下特点
1)采用先进的控制算法,实现了真正的无速度传感器矢量控制,在控制性能上比传统的v/f控制方式有很大的改善。
2)起动转矩大,0.5hz/150%,0hz/180%
3)载波频率范围0~15khz;可根据温度和负载的特性自适应调整
4)提供标准的0~10v模拟量接口,能够与大多数数控系统接口兼容,通用性强
5)过负载能力强,150%额定输出电流一分钟
6)提供多功能的输出端子信号,例如故障输出信号,运行中信号,速度到达等输出信号,能够很好的满足系统对于主轴速度状态的监控
四、变频器及数控系统的应用案例和参数
主要的参数和性能指示
5.5kw数控机床。电机参数
额定功率:5.5kw 额定频率:50hz
额定电压:380v 额定转速:1440r/min
额定电流:11a 机械传动比:1:1.5
加工工件:45#钢
实际检测性能指标:主轴转速:200r/min (变频器运行频率9~10hz)
主轴转速:450r/min (变频器运行频率22hz)
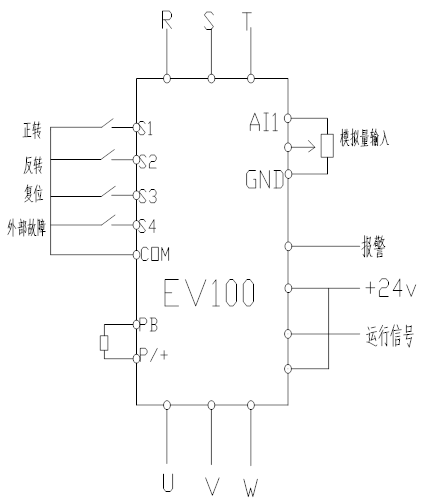
变频器接线原理图:
五、变频器主要参数调节
p0.00-1 无pg矢量控制 p0.12-1s 减速时间
p0.01-1 运行命令由段子控制 p5.01-1正转运行
p0.03-150hz最大输出频率 p5.02-2反转运行
p0.04-150hz p5.03-7 故障复位
p0.07-1模拟量输入ai1 p5.04-9 外部故障输入
p0.11-1s 加速时间 p6.02-4故障输出
p6.03-1 变频运行中
六、调试结果
事实证明采用欧陆ev100系列高性能矢量变频器能够完全满足机床主轴控制的要求,ev100系列即使在低频低转速的情况下也能平稳输出150%的转矩,以满足不同零件的加工需求完全可以取代传统的滚动轴承主轴结构并且此主轴结构简单、紧凑,真正能实现无极调速。通过外部模拟量信号来控制输出频率,在不同的加工工艺中需要不同的转速时可由数控系统输出不同的模拟量实现不同的转速,提高了自动化程度,延长了刀具的试用寿命。
七、结束语
数控机床主轴一般采用交流伺服系统,进口矢量变频器和变频电机,购置费用很高;欧陆ev100系列变频器以其独特的性能和优越的性价比,在数控机床上应用迅速崛起!
